+86-28-87128878




Трубы для водоснабжения из полиэтилена
Когда говорят про трубы для водоснабжения из полиэтилена, многие сразу представляют себе те самые синие трубы ПНД для холодной воды. Но если копнуть глубже, в полевых условиях или на объекте, всё оказывается не так однозначно. Сороковой диаметр от одного производителя и ?сороковка? от другого — это порой две большие разницы, и дело не только в цене за погонный метр. Я много раз сталкивался с тем, что люди выбирают трубу, ориентируясь только на марку ПЭ (полиэтилен) и SDR (стандартное размерное отношение), забывая про сырьё — тот самый ПЭ 80 или ПЭ 100, а ведь от этого зависит не только давление, но и долговечность стыка при сварке. Бывало, закупали партию, вроде бы всё по ГОСТу, а при монтаже в траншее в минус пять градусов материал ведёт себя слишком хрупко — потом ищешь, в чём причина, а оказывается, добавки или режим охлаждения при экструзии были не те. Вот об этих нюансах, которые в каталогах часто не пишут, а узнаёшь только на практике, и хочется сказать.
От сырья до бухты: что действительно важно
Начну с основы — с гранул. ПЭ 100 — не волшебная формула, а целая группа материалов. Есть, условно говоря, ?базовый? ПЭ 100 для стандартных давлений, а есть модификации с повышенной стойкостью к медленному распространению трещин (этот параметр, SCR, критичен для напорных систем). Мы как-то работали с подрядчиком на сетях водоснабжения небольшого посёлка — трубы использовали вроде бы правильного класса, но через три года на нескольких участках, где были подвижки грунта, пошли микротрещины. Разбирались, оказалось, экономили на сырье, взяли материал с низким значением по сопротивлению растрескиванию. Перекладка участка обошлась дороже всей первоначальной экономии.
Теперь про SDR. Все знают, что SDR 11 — труба с более толстой стенкой, чем SDR 17, и для более высокого давления. Но на практике часто возникает дилемма: взять трубу меньшего диаметра, но с более низким SDR (толще стенка) или большего диаметра, но с более высоким SDR? Тут уже считаешь не только гидравлику, но и стоимость монтажа, особенно сварных стыков. Для кольцевых сетей, где важна надёжность, я бы всегда склонялся к более толстой стенке, даже если по расчётам проходит и SDR 17.6. Запас на непредвиденное — это не паранойя, это опыт.
И про цветную полосу. Синяя — для питьевой воды, жёлтая — для газа. Казалось бы, чего проще. Но видел я как-то на складе трубу с едва заметной, ?смазанной? полосой. Проверили — оказалось, это вторичный материал, смесь, которую пытались выдать за первичный ПЭ 100. Такая труба не пройдёт сертификацию для питьевого водоснабжения, да и сварка с ней проблематична — температура плавления ?плывёт?. Поэтому теперь всегда смотрю не только на маркировку, но и на качество самой полосы, на однородность цвета тела трубы.
Сварка встык: искусство, которое сводит к минимуму риски
Здесь можно написать целую инструкцию, но я остановлюсь на ключевых моментах, где чаще всего ошибаются. Первое — подготовка торцов. Любая грязь, влага, масло — это гарантия непровара. Казалось бы, очевидно. Но на открытой площадке, особенно весной или осенью, следить за этим сложнее. Использовали мы однажды аппарат для стыковой сварки без должной очистки гидравлических клещей — на торце остались микрочастицы, стык вроде бы прошёл проверку, но через полгода дал течь. Виноваты, конечно, монтажники, но и контроль был слабый.
Второе — температура и время нагрева. Они зависят не только от диаметра, но и от конкретной марки полиэтилена. Производители труб обычно дают таблицы, но эти таблицы составлены для идеальных условий. На морозе или, наоборот, на жаре параметры нужно корректировать. Помню случай на монтаже летнего водовода: температура воздуха за +30, а трубы лежали на солнце. Если бы варили по стандартной таблице, перегрели бы материал. Пришлось уменьшать время нагрева, ориентируясь на образование грата (наплыва). Здесь нужен не просто оператор, а человек с чутьём.
И третье — остывание. Нельзя торопить события. Сварной стык должен остывать естественным образом, без принудительного охлаждения водой или ветром. Иначе возникают внутренние напряжения, которые потом аукнутся. Один раз наблюдал, как бригада, чтобы быстрее засыпать траншею, поливала только что сваренный стык водой из канистры. Переубедить их в тот момент было почти невозможно — график же горит. В итоге на этом участке проблем не возникло (повезло), но риск был колоссальный. Теперь в договоры субподряда сразу включаем пункт о технологии остывания.
Выбор поставщика: не только цена за километр
Рынок завален предложениями, от очень дешёвых до премиальных. Раньше я тоже часто смотрел в первую очередь на цену. Пока не столкнулся с ситуацией, когда три разные партии труб от одного и того же ?бренда? (оказалось, просто торговая марка) вели себя по-разному при сварке. Позже выяснилось, что производитель закупал сырьё у разных поставщиков, в зависимости от колебания цен на нефтехимию. Качество было в пределах ГОСТа, но стабильности — ноль. Для большого объекта это катастрофа.
Поэтому теперь для ответственных проектов ищу производителей с полным циклом — от сырья до готовой трубы. Они лучше контролируют консистенцию материала. Вот, например, китайская компания ООО Сычуань Цзиньсюн Пластмасса (информацию о ней можно найти на https://www.scjxsj.ru). Они позиционируют себя как интегрированное предприятие, специализирующееся на исследованиях, производстве и продажах пластиковых трубопроводных систем. Для меня ключевое слово здесь — ?интегрированное?. Это не просто экструдер, куда засыпают какие попало гранулы. Такие компании обычно имеют собственные лаборатории для тестирования сырья и готовой продукции, что даёт более предсказуемый результат. Конечно, это не единственный критерий, но важный.
Что ещё смотрю у поставщика? Наличие полного пакета технической документации не только на трубы, но и на рекомендуемые режимы сварки для их конкретного продукта. А также ассортимент фитингов — отводов, седел, заглушек. Если производитель делает только трубы, а фитинги предлагает ?от партнёров?, это часто приводит к проблемам с геометрией и сваркой. Лучше, когда вся система — от одного производителя. Упомянутая ООО Сычуань Цзиньсюн Пластмасса заявляет о себе как о поставщике комплексных решений, что в идеале должно означать именно такую слаженность компонентов.
Полевые условия и непредвиденные сложности
Теория — это одно, а монтаж в болотистой местности или в каменистом грунте — совсем другое. Трубы из полиэтилена хороши своей гибкостью, но это не значит, что их можно укладывать как попало. Например, при прокладке по неровному дну траншеи труба не должна иметь резких прогибов и точек напряжения. Иногда для этого нужен не просто песчаная подушка, а её правильное трамбование слоями. Был у меня объект, где сэкономили на подготовке основания — просто насыпали песок и сразу уложили трубу. После засыпки и первого же сезона подвижек грунта в нескольких местах появились напряжения, правда, без разрывов. Но риск был.
Ещё один момент — хранение на площадке. Бухты или прямые отрезки нельзя бросать на землю, особенно под прямые солнечные лучи. Ультрафиолет — главный враг полиэтилена, он запускает процесс деструкции. Даже трубы с защитным слоем (стабилизированные к УФ) не стоит испытывать на прочность. Видел, как на стройке бухты месяцами лежали под открытым небом. Потом эти трубы шли на монтаж, и никто не мог гарантировать их заявленный срок службы в 50 лет. Теперь в смету обязательно закладываю либо навес, либо брезент для укрытия.
И, конечно, ввод в здание. Переход с полиэтилена на другой материал (сталь, ППР) — всегда критичное место. Неправильно подобранный компрессионный фитинг или фланец может свести на нет все преимущества полиэтиленовой магистрали. Здесь нужно строго следовать рекомендациям производителя фитингов и не пытаться сэкономить на уплотнителях или затяжке. Лучше использовать литые седловины с фланцевым отводом для перехода — дороже, но надёжнее в разы.
Взгляд вперёд: не только вода
Хотя мы говорим в основном про трубы для водоснабжения, тот же полиэтилен высокого качества (ПЭ 100 RC, например) активно идёт и на другие цели — технологические трубопроводы, канализация под давлением. Принципы выбора и монтажа во многом схожи, но появляются свои нюансы, например, химическая стойкость к конкретным средам. Это уже следующая ступень, но важно понимать, что производитель, который делает хорошую трубу для воды, часто имеет в линейке и продукты для более сложных задач.
В итоге, что хочу сказать? Работа с полиэтиленовыми трубами — это не просто ?купил-проложил?. Это целая цепочка решений: от выбора сырья и производителя, который обеспечивает стабильность, до тонкостей монтажа в конкретных условиях. Ошибка на любом этапе может вылезти через годы. Поэтому так важен не только формальный расчёт, но и накопленный, часто горький, опыт. И когда видишь на сайте компании вроде ООО Сычуань Цзиньсюн Пластмасса заявления о комплексных решениях и полном цикле, это, по крайней мере, даёт понять, что с ними можно говорить на одном языке — языке конкретных технических задач и долгосрочной надёжности, а не только цены за тонну. Но и это, конечно, нужно проверять на практике — документами, тестовыми образцами, первыми партиями. Доверяй, но проверяй — это главное правило в нашем деле.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Трубы для теплого пола PE-RT
Трубы для теплого пола PE-RT -
 Семиотверстная сотовая труба
Семиотверстная сотовая труба -
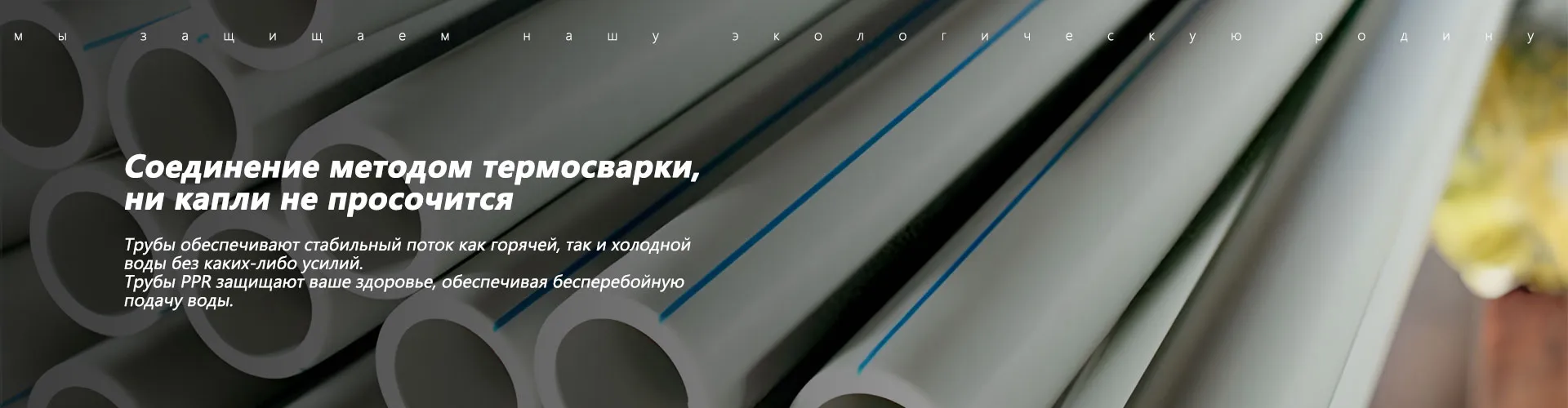
 Трубы с полыми стенками и спиральной намоткой из HDPE
Трубы с полыми стенками и спиральной намоткой из HDPE -
 Трубы HDPE спиральной намотки структурного типа B
Трубы HDPE спиральной намотки структурного типа B -
 Полиэтиленовые трубы для орошения
Полиэтиленовые трубы для орошения -
 Сталь армированная полиэтиленовая спирально-гофрированная труба
Сталь армированная полиэтиленовая спирально-гофрированная труба -
 Двухстенная гофрированная труба из HDPE
Двухстенная гофрированная труба из HDPE -
 Двухстенная гофрированная труба из PVC-U
Двухстенная гофрированная труба из PVC-U -
 Трубы для водоснабжения из полиэтилена
Трубы для водоснабжения из полиэтилена -
 Композитная труба из полиэтилена, армированная стальной проволочной сеткой
Композитная труба из полиэтилена, армированная стальной проволочной сеткой -
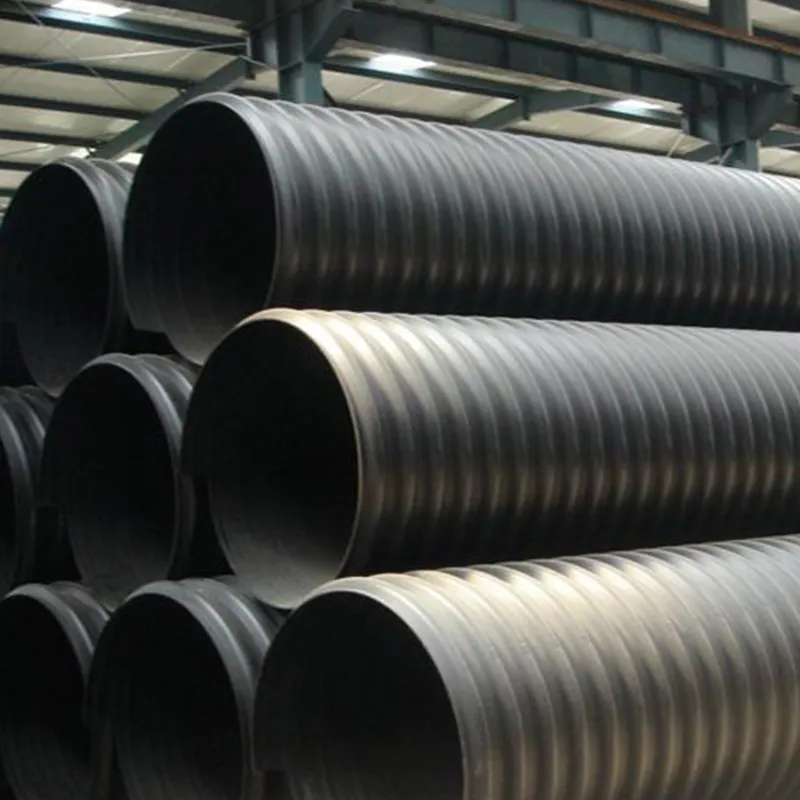
 Трубы PP-R для горячей и холодной воды
Трубы PP-R для горячей и холодной воды -
 Спиральная гофрированная труба из HDPE с углеродным наполнителем
Спиральная гофрированная труба из HDPE с углеродным наполнителем
Связанный поиск
Связанный поиск- Ударопрочная композитная труба, армированная стальной сеткой
- Полиэтиленовые трубы для сельскохозяйственного орошения
- Труба HDPE спиральной намотки тип B для дренажа
- Полиэтиленовая газовая труба для городского газоснабжения
- Продукты для капельного орошения из полиэтилена
- Труба MPP для защиты высоковольтных кабелей
- Термофузионная труба PP-R для водоснабжения
- Трубы для водоснабжения из полиэтилена
- Термостойкая труба для защиты кабелей
- Тонкостенная змеевиковая труба для тёплого пола